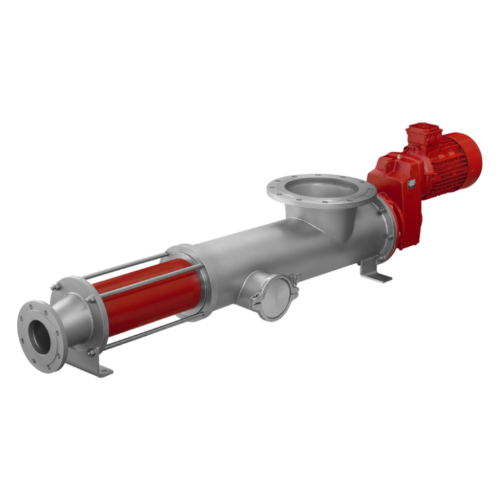
Las bombas helicoidales, también conocidas como bombas de tornillo, se distinguen por su capacidad para bombear fluidos densos y viscosos, incluso aquellos que contienen partículas sólidas, sin alterar sus propiedades. Su funcionamiento se basa en la rotación de un rotor helicoidal que, al girar dentro de una carcasa especialmente diseñada, desplaza el líquido de manera continua y uniforme. Este diseño de desplazamiento positivo asegura un caudal constante, minimizando pulsaciones y reduciendo el riesgo de cavitación, lo que resulta fundamental en procesos sensibles.
Una de las principales ventajas de las bombas helicoidales es su robustez. Fabricadas en materiales de alta resistencia como acero inoxidable o aleaciones especiales, están diseñadas para operar en condiciones de alta abrasión y en ambientes exigentes. Su estructura permite un mantenimiento sencillo, ya que el desgaste se minimiza gracias al diseño optimizado del rotor y la carcasa, lo que se traduce en menores tiempos de parada y costos operativos reducidos.
Estas bombas encuentran aplicaciones en diversos sectores industriales. En el tratamiento de aguas, aseguran un transporte eficiente de lodos y líquidos con sólidos; en la industria alimentaria y farmacéutica, preservan la integridad de productos sensibles gracias a su operación suave; y en procesos químicos, permiten el manejo seguro de fluidos corrosivos o densos. Además, la posibilidad de integrar sistemas de monitoreo y control automatizado facilita la gestión operativa, permitiendo ajustes precisos y respuestas rápidas ante cualquier anomalía.
En resumen, las bombas helicoidales ofrecen una solución versátil y confiable para el bombeo de fluidos difíciles, combinando eficiencia, durabilidad y facilidad de mantenimiento en entornos industriales críticos.